

- 1473
- 产品价格:面议
- 发货地址:江苏连云港海州区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:164771379公司编号:22497461
- 赵经理 微信 18795558736
- 进入店铺 在线留言 QQ咨询 在线询价
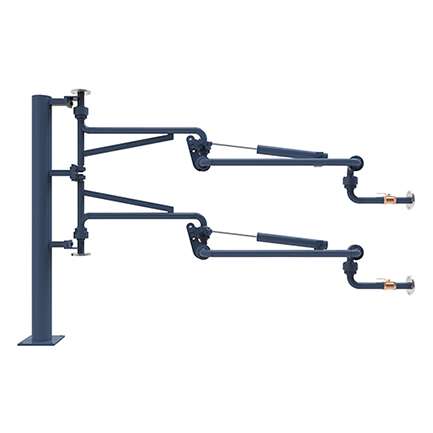
长春液氨装卸臂
- 相关产品:
公司技术力量雄厚,是国内的储运设备研发、设计、制造、销售及工程安装服务的厂商。
装卸臂型号:
(1)AL1401型、AL1402型、AL1403型(立柱型与无立柱型)
(2)AL1412型、AL1512型(软管回气与钢管回气两种)
(3)AL1402型、AL1412型(伴热型)
(4)AL1402型、AL1412型(衬聚四氟)
输油臂作业结束:
1、作业完毕,应按规定对管线进行扫线,扫线结束后,船方拆卸快速连接器与油船集油口的连接螺栓,并打开快速连接器,拆卸时做好油收集。
2、作业人员将输油臂收回:
①弹起内臂定位销;
②拽内臂与外臂的牵引绳使输油臂处于回收状态;
③待内臂外臂自动锁定后插上防风定位插销。
流体装卸臂的通用要求:
1. 公称尺寸相同的液体装卸臂应保证密封部件的标准化和互换性。
2. 按设计文件或合同书,用户应向供应商提供完整的液体装卸臂设计数据要求,包括装卸站台参数、槽车参数、装卸方式、相关配置要求。
3. 用于压力管道的液体装卸臂材料、设计、制造、安装、使用、维修、改造、定期检查等方面安全性能的基本要求应符合国家现行法规《压力管道安全技术检查规程-工业管道》TSG D0001-2009的规定。
4. 液体装卸臂应设超位报警、锁紧杆等安全设施,保证整个操作过程的安全性。
5. 液体装卸臂供应商应按设计文件或合同书中的要求,提供液体装卸臂的设计数据,并绘制液体装卸臂的包络线范围图。
6. 液体装卸臂安装位置附近不得有影响液体装卸臂包络线范围的其他工艺管线(包括其他装卸臂)或障碍物,如无法避免,应提供工艺管线或障碍物的位置、定位尺寸等参数。
7. 在收拢状态时,液体装卸臂超出装卸站台平面之外的部分不应存在安全隐患。火车槽车液体装卸臂收拢应符合现行国家标准《标准轨距铁路机车车辆界限和建筑界限》GB 146-1983的规定。
8. 液体装卸臂在空载状态下,应保证外臂在包络线范围内任意位置上平衡。
9. 液体装卸臂的材质选用应与所输送的液体介质相适应,满足安全及寿命要求。
10. 陆用液体装卸臂旋转接头的技术要求,符合本标准中第4.5节中的条款规定。
装卸臂工艺方法:
1.内外圈复式滚道由精密数控车床一次加工完成,保证尺寸精度
2.内圈不锈钢密封面经镜面抛光
3.外圈均经过T235调质处理
4.密封面(金属密封面及密封圈密封面)均采用镜面抛光
5.各工序有严格的检查
6.LNG鹤管(低温鹤管)管线焊接所有工艺管线均采用TIG钨极氩弧焊, 焊缝经探伤检查,达到Ⅱ级以上要求。
公司占地面积65余亩,有科研综合楼3000平方米,现代化标准厂房近2万平方米,制造及检测设备120余台套。






{kind=link}