- 您当前的位置:首页
> 交通运输
> 公路机械
> 特殊/专业工程起重机械
> 玉林工字钢冷弯机H型钢冷弯机 联塔盛通 H型钢冷弯机出厂价

- 2340
- 产品价格:12999.00 元/套 起
- 发货地址:安徽合肥 包装说明:不限
- 产品数量:999.00 套产品规格:不限
- 信息编号:162838207公司编号:17099129
- 魏巍 经理 微信 17756977566
- 进入店铺 在线咨询 QQ咨询 在线询价
玉林工字钢冷弯机H型钢冷弯机 联塔盛通 H型钢冷弯机出厂价
- 相关产品:
电子警察出厂价
广州选择性喷雾机出厂价
新品天津限位传力接头生产厂价
山东淄博元明粉厂价
德力西JZC1厂价
发泡混凝土**泵出厂价
2出厂价
JHS防水电缆出厂价
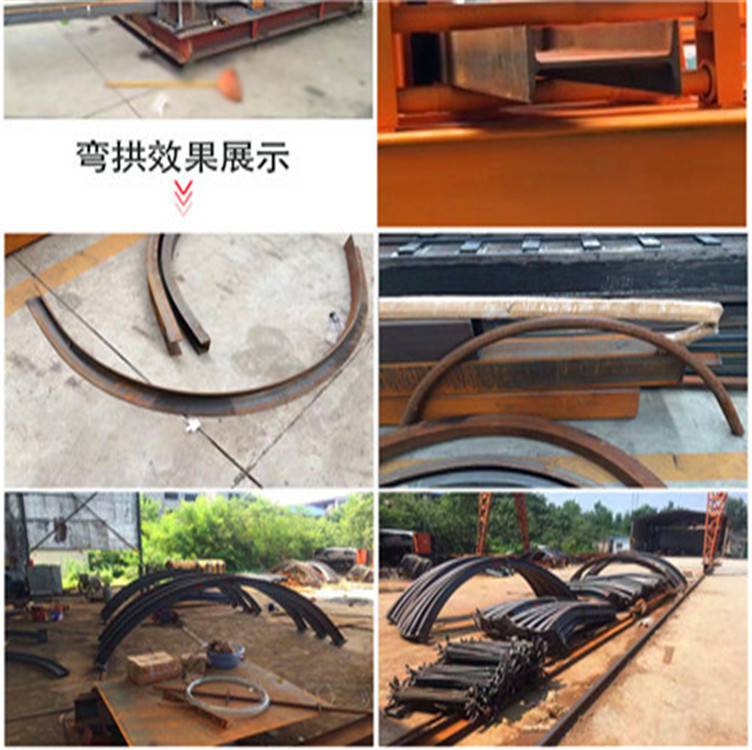
主要用于C型钢、工字钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压操纵系统准确,所弯型钢一次自动成型,效率
玉林工字钢冷弯机H型钢冷弯机 联塔盛通 H型钢冷弯机出厂价

酸废水处理目录酸简介主要用途特性与危害处理方案bk.view.catalog().start("");酸简介中文名称:丙烯酸英文名称:acrylicacid英文名称2:propenoicacidCASNo.:79-1-7分子式:C3H4O2结构简式:CH2=CHCOOH分子量:72.6理化特性主要成分:含量99.%。熔点(℃):14沸点(℃):141相对密度(水=1):1.5相对蒸气密度(空气=1):2.45饱和蒸气压(kPa):1.33(39.9℃)燃烧热(kJ/mol):1366.9辛醇/水分配系数的对数值:.36(计算值)闪点(℃):5引燃温度(℃):438上限%(V/V):8.下限%(V/V):2.4主要用途丙烯酸在工业上主要用来生产丙烯酸酯类(树脂),占丙烯酸总消费量的62%左右,应用于建筑、造纸、皮革、纺织、塑料加工、包装材料、日用化工、水处理、采油、冶金等领域。
工字钢冷弯机安全操作规程操作者要严格按照冷弯机的安全操作规程操作,如在操作过程中发现异常,应立即停止操作,停机检查原因。工字钢冷弯机安全操作规程如下: 1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。

同时利用容错技术、检测设备的实时运行情况,一旦发现异常、自动切换到备用控制回路,保证传动的正常运行,防止堵窑事故的发生。1.4窑炉温度的控制窑炉的温度是一个大滞后的非线性量,在窑炉的控制中占有非常重要的地位。如何解除温度的滞后性,是窑炉温度控制的关键所在。利用计算机的混沌模糊控制技术,外加容错技术的方法,取代传统智能仪表。外加计算机管理是常规模式。1.5其他控制窑炉控制除以上方法外,还有气氛、压力、报警等控制。

酸废水处理目录酸简介主要用途特性与危害处理方案bk.view.catalog().start("");酸简介中文名称:丙烯酸英文名称:acrylicacid英文名称2:propenoicacidCASNo.:79-1-7分子式:C3H4O2结构简式:CH2=CHCOOH分子量:72.6理化特性主要成分:含量99.%。熔点(℃):14沸点(℃):141相对密度(水=1):1.5相对蒸气密度(空气=1):2.45饱和蒸气压(kPa):1.33(39.9℃)燃烧热(kJ/mol):1366.9辛醇/水分配系数的对数值:.36(计算值)闪点(℃):5引燃温度(℃):438上限%(V/V):8.下限%(V/V):2.4主要用途丙烯酸在工业上主要用来生产丙烯酸酯类(树脂),占丙烯酸总消费量的62%左右,应用于建筑、造纸、皮革、纺织、塑料加工、包装材料、日用化工、水处理、采油、冶金等领域。
工字钢冷弯机安全操作规程操作者要严格按照冷弯机的安全操作规程操作,如在操作过程中发现异常,应立即停止操作,停机检查原因。工字钢冷弯机安全操作规程如下: 1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。

同时利用容错技术、检测设备的实时运行情况,一旦发现异常、自动切换到备用控制回路,保证传动的正常运行,防止堵窑事故的发生。1.4窑炉温度的控制窑炉的温度是一个大滞后的非线性量,在窑炉的控制中占有非常重要的地位。如何解除温度的滞后性,是窑炉温度控制的关键所在。利用计算机的混沌模糊控制技术,外加容错技术的方法,取代传统智能仪表。外加计算机管理是常规模式。1.5其他控制窑炉控制除以上方法外,还有气氛、压力、报警等控制。
2、开机前应将上、下模具清理、擦拭干净。
3、检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
4、按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。

冷却塔开机前的检查、调式去掉风胴遮挡,调节顶丝,调整皮带松紧程度。认真检查冷却塔传动系统的电机、减速机运转是否正常。检查清理冷却塔水盘、过滤网处污物,放水检查水盘,塔脚的密闭性,调整浮球位置,使水盘水位符合使用要求。调整扇叶角度,测度电机电流,使其达到佳工况标准。调节冷却塔进、出水阀门,使冷却塔水流量达到要求。要求具备,正式开机。冷却塔运行中的巡视、检查定期巡视检查运行中的冷却塔,征求用户意见,了解冷却塔使用情况。
6、折弯狭板料时,应将系统工作压力适当降低,以免损坏模具。
7、调节滑块行程时,应保证调量小于100,以免损坏机器。
8、折弯前,应将上下模具间的间隙调整均匀一致。
在使用弹簧试验机测试的时候,对于小负荷的弹簧,尤其是大刚度精密弹簧,我们的首要要求是设备的测试精度高。因为位移的微小变化,便会引起试验力的较大变化,而保证试验力的测试精度,是很容易的事情,但是要保证弹簧试验机的另一参数位移的精度,是保证弹簧测试精度的关键,也是判断弹簧试验机精度高低的标准。越来越多的使用者,都把位移测试精度的高低当做衡量试验机水平高低的标准。在弹簧试验机的国家标准中,位移精度的要求是很低的,满足不了大刚度精密弹簧的要求,对试验机制造商来说,必须提高位移测试精度来满足使用者的要求。

在使用弹簧试验机测试的时候,对于小负荷的弹簧,尤其是大刚度精密弹簧,我们的首要要求是设备的测试精度高。因为位移的微小变化,便会引起试验力的较大变化,而保证试验力的测试精度,是很容易的事情,但是要保证弹簧试验机的另一参数位移的精度,是保证弹簧测试精度的关键,也是判断弹簧试验机精度高低的标准。越来越多的使用者,都把位移测试精度的高低当做衡量试验机水平高低的标准。在弹簧试验机的国家标准中,位移精度的要求是很低的,满足不了大刚度精密弹簧的要求,对试验机制造商来说,必须提高位移测试精度来满足使用者的要求。
9、折弯时,不可将手放在模具间,狭长小料不可用手扶。一次只许折弯一块料,不许多块分节同时折弯。检查油箱油位,启动油泵检查液 压管道、油泵有无异常。
10、折弯板料应放在模具中间,机器不宜单边载荷,以免影响工件和机器精度,如某些工件确需单边工作时,其载荷不得大于250KN,而且 必须二边同时折弯。


因此这种情况下不仅有流层之间因紊流流动而发生的掺混,而且还有全室范围内的大的回流、旋涡所发生的掺混。单向流洁净室单向流洁净室一般有两种类型,即水平流和垂直流。在水平流系统中,气流是从一面墙流向另一面墙。在垂直流系统中,气流是从吊顶流向地面。对要求洁净室的悬浮粒子浓度或微生物浓度更低的场合,就使用单向气流。以前称这类洁净室为层流洁净室。单向流和层流的名称均说明了其气流的状况:气流以一个方向流动(或是垂直的或是水平的),并以一般是.3米/秒至.5米/秒(6英尺/分钟至1英尺/分钟)的均速流过整个空间。
11、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
11、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
12、发生异常立即停机,检查原因并及时排除。 13、作业完毕,应关闭油泵,退出控制系统程序,切断电源。
高、操作方便。
采用物品或模拟物品进行重复试验,提供各参数范围,确认效果符合规定。汇总并完善各种文件和记录,撰写记录完整的验证报告。日常生产中,应对过程程序的运行情况进行监控,确认过程中各关键参数(如温度、压力、时间、湿度、气体浓度及吸收的辐照吸收剂量等)均在验证确定的范围内。;已采用的程序中关键的设备和工艺应定期进行再验证。当程序发生较大变化发生变更时,(包括柜中物品放置装载方式和数量发生的改变)时,应进行重新再验证。储罐是能源储备的基本设施,为使储罐达到设计寿命并保证其安全、稳定运营,储罐防腐工作意义重大。由于储罐防腐涉及到设计、涂层原料、涂层合成制备工艺、涂层存储、施工工艺、运行维护等多个环节,且这些环节之间盘根错节,任何一环出现问题都有可能影响储罐的防腐效果。因此有必要对储罐防腐的常见问题进行讨论和研究。储油罐防腐设计常见问题通常储油罐都采用涂层防护加阴极保护的综合防腐手段。其中涂层防护又分为储罐内防腐和外防腐:对于原油或成品油储罐内防腐涂层按照GB5393要求需要应有导静电的性能,因此多采用导静电涂料;而外防腐涂层要兼顾防腐、耐候、美观等性能。
联系手机是17756977566, 主要经营凿毛机、劈裂机/劈裂棒、型钢冷弯机、H钢冷弯机。
单位注册资金单位注册资金人民币 500 - 1000 万元。
{kind=link}